
Taktile Messtechnik:
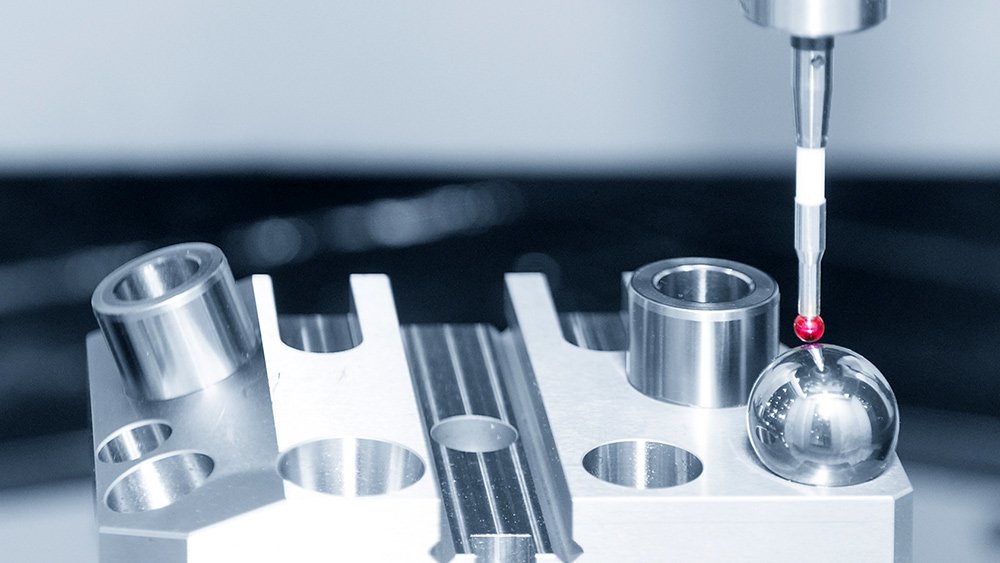
In dieser ausgereiften Messtechnik kann der Beginn der modernen Koordinatenmesstechnik gesehen werden. Taktile Messtechnik beruht auf dem Prinzip der mechanischen Antastung eines Prüfkörpers. Die vom Taster aufgenommenen Signale werden mittels Software in XYZ-Koordinaten gewandelt und an das Messprogramm zur Verarbeitung weitergeleitet.
Die dim GmbH setzt Dreh-Schwenk-Gelenk-Messköpfe mit schaltenden und scannenden Sensoren der Firma Renishaw ein. Tasterelement ist in der Regel die Rubinkugel. Im Messergebnis sind sowohl die Formabweichung des Tasterelements, die Lage- und Formabweichungen des Prüflings sowie Positionierfähigkeit des Koordinatenmesssystems enthalten. Die CNC-Steuerung schafft mittels Korrekturfaktoren in allen drei Achsen ein stabiles Antastverhalten im gesamten Messvolumen.
Einmessung bzw. Kalibrierung und Justierung der Parameter sind stets auf internationale Einheiten, d.h. DAkkS-kalibrierte Normale rückgeführt. Auch der Taster selbst wird mittels einer Einmessung einer Tasterkorrektur, die in Abhängigkeit von der Antaststellung des Messkopfs und der des Tasterelements ermittelt wird, unterzogen.



